Como proveedor de fundición a presión de aluminio, garantizar la calidad de nuestros productos es de suma importancia. Las piezas de fundición a presión de aluminio se utilizan ampliamente en diversas industrias, incluidas la automotriz, la aeroespacial y la electrónica, donde la precisión y la confiabilidad son fundamentales. En esta publicación de blog, analizaré los métodos de control de calidad que empleamos para garantizar la alta calidad de nuestras piezas de fundición a presión de aluminio.
1. Inspección de Materias Primas
La calidad de las piezas de fundición a presión de aluminio comienza con las materias primas. Obtenemos aleaciones de aluminio de alta calidad de proveedores confiables. Antes de utilizar las materias primas en el proceso de producción, realizamos una serie de inspecciones.
- Análisis de composición química: Esto se hace mediante espectrometría. Al analizar la composición química de la aleación de aluminio, podemos asegurarnos de que cumple con los estándares requeridos. Por ejemplo, el porcentaje de elementos como silicio, cobre y magnesio puede afectar significativamente a las propiedades mecánicas de la pieza final. Si el contenido de silicio es demasiado alto, la pieza puede volverse quebradiza; si es demasiado bajo, la fluidez durante el proceso de fundición puede ser deficiente.
- Pruebas de propiedad física: También probamos las propiedades físicas de las materias primas, como la densidad y la dureza. Estas propiedades pueden influir en el proceso de fundición y en el rendimiento de la pieza final. Por ejemplo, un material con una densidad anormal puede provocar porosidad o defectos de contracción en la fundición a presión.
2. Diseño de moldes y garantía de calidad
El molde es un factor crucial en la calidad de las piezas de fundición a presión de aluminio. Un molde bien diseñado puede garantizar la precisión de las dimensiones de la pieza y la integridad de su superficie.
- Diseño asistido por computadora (CAD): Utilizamos software CAD avanzado para diseñar los moldes. Esto nos permite simular el proceso de fundición y optimizar el diseño del molde antes de la fabricación. Por ejemplo, podemos analizar el flujo de aluminio fundido en el molde, identificar áreas potenciales de atrapamiento de aire o turbulencia y realizar los ajustes necesarios al sistema de compuertas y canales.
- Selección del material del molde: La elección del material del molde también es fundamental. Seleccionamos aceros para herramientas de alta calidad con buena resistencia al calor, resistencia al desgaste y propiedades mecánicas. Una vez fabricado el molde, llevamos a cabo una inspección minuciosa de sus dimensiones, acabado superficial y dureza para garantizar que cumpla con nuestros estándares de calidad.
3. Control de procesos durante la fundición a presión
El proceso de fundición a presión en sí requiere un control estricto para producir piezas de alta calidad.
- Control de temperatura: Mantener la temperatura adecuada del aluminio fundido y del molde es fundamental. Si la temperatura del aluminio fundido es demasiado alta, puede provocar una oxidación excesiva y aumentar el riesgo de porosidad. Por otro lado, si la temperatura es demasiado baja, es posible que el aluminio no fluya correctamente, lo que provocará un llenado incompleto del molde. Utilizamos termopares y controladores de temperatura para monitorear y ajustar la temperatura durante todo el proceso de fundición.
- Control de presión: La presión de inyección durante la fundición a presión afecta la densidad y las propiedades mecánicas de la pieza. Controlamos cuidadosamente la presión de inyección para asegurarnos de que el aluminio fundido llene la cavidad del molde de manera completa y uniforme. Una presión demasiado baja puede provocar un llenado incompleto, mientras que una presión demasiado alta puede provocar rebabas o daños en el molde.
- Gestión del tiempo de ciclo: El tiempo del ciclo del proceso de fundición a presión también afecta la calidad de las piezas. Es posible que un tiempo de ciclo más corto no dé tiempo suficiente para que el aluminio se solidifique adecuadamente, lo que provocará defectos como cavidades por contracción. Optimizamos el tiempo del ciclo en función del tamaño y la complejidad de la pieza para garantizar una calidad constante.
4. Inspección posterior a la fundición
Una vez finalizado el proceso de fundición a presión, llevamos a cabo una inspección exhaustiva de las piezas.
- Inspección visual: Nuestros inspectores experimentados examinan visualmente cada pieza en busca de defectos superficiales como grietas, porosidad y rebabas. Los defectos superficiales no sólo pueden afectar la apariencia de la pieza sino también su rendimiento y durabilidad. Por ejemplo, las grietas pueden propagarse bajo tensión, provocando un fallo prematuro de la pieza.
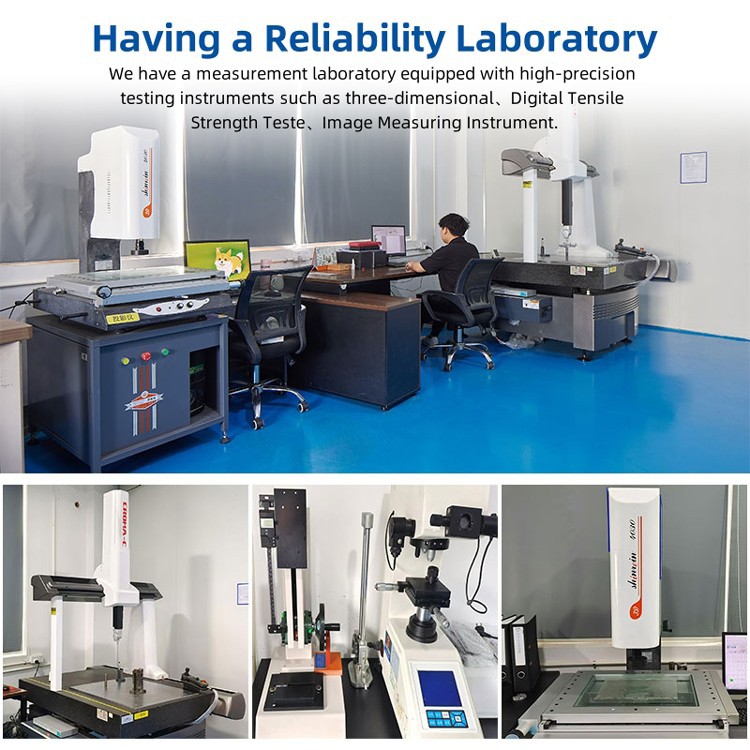
- Inspección dimensional: Utilizamos herramientas de medición de precisión, como máquinas de medición de coordenadas (CMM), para verificar las dimensiones de las piezas. Esto asegura que las piezas cumplan con las especificaciones de diseño. Incluso una pequeña desviación en las dimensiones puede causar problemas durante el montaje o afectar la funcionalidad del producto final.
- Ensayos no destructivos (END): Para piezas críticas, podemos utilizar métodos END, como inspección por rayos X y pruebas ultrasónicas. La inspección por rayos X puede detectar defectos internos como porosidad e inclusiones, mientras que las pruebas ultrasónicas pueden identificar grietas y otros defectos dentro de la pieza. Estos métodos nos permiten detectar defectos que no son visibles a simple vista.
5. Control de calidad para aplicaciones específicas
Las diferentes aplicaciones de piezas de fundición a presión de aluminio pueden requerir medidas de control de calidad adicionales.

- Industria automotriz: En la industria del automóvil, piezas comoPiezas automotrices de fundición a presióndeben cumplir estrictos estándares de seguridad y rendimiento. Realizamos pruebas de fatiga y pruebas de resistencia a la corrosión en piezas de automóviles para garantizar su confiabilidad a largo plazo. Por ejemplo, bloques de motor de automóviles, comoBloque de motor fundido a presión, necesitan soportar altas presiones y temperaturas, por eso probamos sus propiedades mecánicas en condiciones extremas.
- Industria Electrónica: Piezas de fundición a presión de aluminio utilizadas en electrónica, comoDisipador de calor de aluminio fundido a presión, requieren buena conductividad térmica y aislamiento eléctrico. Medimos la conductividad térmica de los disipadores de calor para asegurarnos de que puedan disipar eficazmente el calor de los componentes electrónicos.
6. Mejora continua
El control de calidad es un proceso continuo. Recopilamos datos de todas las etapas del proceso de producción, incluida la inspección de la materia prima, el control del proceso y la inspección posterior a la fundición. Al analizar estos datos, podemos identificar áreas de mejora e implementar acciones correctivas. Por ejemplo, si notamos un defecto recurrente en un tipo particular de pieza, podemos investigar la causa raíz, que puede estar relacionada con el diseño del molde, los parámetros del proceso o las materias primas, y realizar los ajustes adecuados.
Conclusión
Como proveedor de fundición a presión de aluminio, estamos comprometidos a proporcionar piezas de alta calidad a nuestros clientes. A través de un sistema integral de control de calidad que incluye inspección de materias primas, diseño de moldes y garantía de calidad, control de procesos durante la fundición a presión, inspección posterior a la fundición y mejora continua, podemos garantizar que nuestras piezas cumplan con los estándares más estrictos. Si necesita piezas de fundición a presión de aluminio de alta calidad, lo invitamos a contactarnos para discutir la adquisición. Nuestro equipo de expertos está listo para trabajar con usted para cumplir con sus requisitos específicos.
Referencias
- Manual de ASM Volumen 15: Fundición. ASM Internacional.
- Manual de ingeniería de fundición a presión. Sociedad de ingenieros de fundición a presión.
- Aleaciones de aluminio: estructura y propiedades. John E. Hatch.




